
Завод стандартных частей фланца 1
Что многие считают простым процессом – изготовление стандартных деталей фланцев – на самом деле таит в себе немало нюансов. Часто наивно полагать, что 'стандартный' означает 'простой'. Я уже не первый год работаю в этой сфере, и могу сказать, что даже с четкими чертежами и ГОСТами, постоянно возникают вопросы – от выбора материала до контроля качества поверхности. Это не только вопрос точности размеров, но и надежности соединения, особенно если речь идет об ответственных конструкциях. Вот несколько мыслей и наблюдений, которые вырвались на бумагу.
Основные сложности при производстве фланцевых деталей
Первая проблема, с которой сталкиваешься – это разнообразие материалов и их свойств. Мы работаем с углеродистой сталью, нержавеющей сталью различных марок (аустенитная, марганцевая, дуплекс), а также с различными видами пластика. Каждый материал требует своего подхода к резке, обработке и контролю. Например, обработка нержавеющей стали более сложна из-за ее склонности к образованию стружки и повышенной твердости. Использование стандартных деталей фланца из разных материалов часто требует корректировки технологического процесса, что может повлиять на общую себестоимость.
Помимо материала, критически важна точность изготовления. Небольшие отклонения в размерах фланца могут привести к серьезным проблемам при монтаже и эксплуатации. Особенно это касается фланцев с высокой степенью герметичности. Вспомните, например, проект трубопровода для химической фабрики, где даже миллиметровая погрешность в зазоре между фланцами могла привести к утечке агрессивной среды. Мы тогда пришлось пересмотреть весь процесс обработки, внедрить более точные станки и усилить контроль качества на каждом этапе.
Еще один не менее важный аспект - это геометрия поверхности фланца. Она напрямую влияет на герметичность соединения. Неровности и дефекты на поверхности фланца могут создать зазоры, через которые может проникать жидкость или газ. Это особенно актуально для фланцев, используемых в условиях высоких давлений и температур.
Технологический процесс и выбор оборудования
Современное производство стандартных деталей фланца предполагает использование широкого спектра оборудования. Начальный этап обычно включает резку заготовки – это может быть как традиционная резка на станке с ЧПУ, так и использование лазерной резки для более сложных профилей. Далее следует обработка поверхности – токарная обработка, фрезеровка, сверление, нарезание резьбы. Каждый этап требует использования специализированного оборудования и квалифицированного персонала. В АО Кантай Пластик Технолоджи мы активно используем станки с ЧПУ для обеспечения высокой точности и повторяемости деталей. Например, для изготовления фланцев из нержавеющей стали часто применяют многоосевые станки с ЧПУ, что позволяет обрабатывать сложные трехмерные детали.
Выбор оборудования – это всегда компромисс между стоимостью, производительностью и точностью. Не всегда самое дорогое оборудование является наилучшим вариантом. Важно учитывать специфику производства и требования к качеству деталей. Мы, например, некоторое время пытались оптимизировать процесс с помощью более дешевого оборудования, но это привело к снижению качества и увеличению брака. В итоге мы вернулись к более надежному и дорогому оборудованию.
Не стоит забывать о контрольно-измерительных инструментах. Для контроля размеров и геометрии фланцев используют различные инструменты – штангенциркули, микрометры, индикаторы, профилометры. В последнее время все чаще применяются координатно-измерительные машины (КИМ) для автоматизированного контроля качества.
Проблемы с поставщиками и логистика
Помимо технологических аспектов, важным фактором является надежность поставщиков материалов и комплектующих. Задержки в поставках сырья могут привести к остановке производства и увеличению сроков выполнения заказов. Важно выбирать проверенных поставщиков, которые могут гарантировать качество материалов и своевременную доставку.
Логистика – это тоже важная часть процесса. Доставка готовых деталей заказчику должна быть организована таким образом, чтобы минимизировать риски повреждения и обеспечить своевременную доставку. Особенно это актуально для крупногабаритных фланцев.
Мы как-то столкнулись с проблемой недобросовестного поставщика нержавеющей стали. Принятая нами партия металла не соответствовала заявленному химическому составу, что привело к браку готовых деталей и значительным финансовым потерям. Этот случай заставил нас пересмотреть систему контроля качества входного сырья и выбрать более надежного поставщика.
Современные тенденции в производстве
Сейчас наблюдается тенденция к автоматизации производственных процессов. Внедрение роботизированных систем позволяет повысить производительность и снизить затраты на рабочую силу. Также растет спрос на фланцы с улучшенными характеристиками – более высокая прочность, коррозионная стойкость, термостойкость. Это связано с развитием новых отраслей промышленности – нефтехимии, атомной энергетики. Мы, в свою очередь, постоянно работаем над улучшением качества продукции и расширением ассортимента.
Еще одна важная тенденция – это использование цифровых технологий. 3D-моделирование позволяет создавать более сложные и точные детали, а технологии аддитивного производства (3D-печать) открывают новые возможности для изготовления фланцев нестандартной формы. Мы пока не используем 3D-печать в производстве стандартных деталей, но рассматриваем ее как перспективное направление для разработки новых продуктов.
Важно не отставать от технологического прогресса и постоянно совершенствовать производственные процессы. Только так можно оставаться конкурентоспособными на рынке стандартных деталей фланца.
Соответствующая продукция
Соответствующая продукция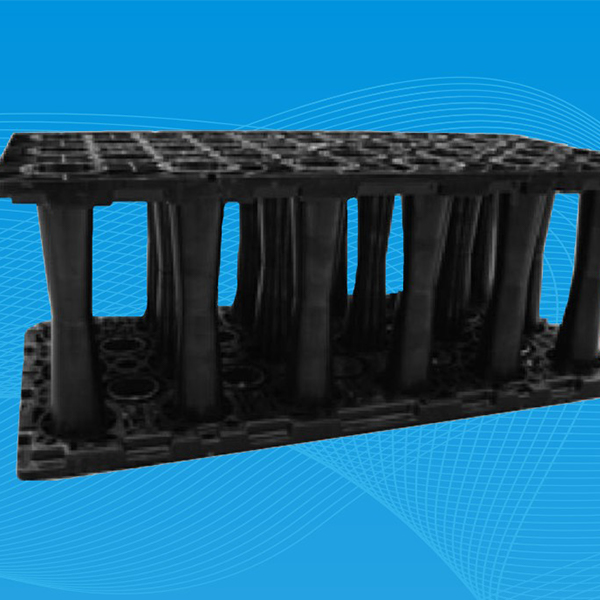



Самые продаваемые продукты
Самые продаваемые продукты-
 Композитные трубы со стальной сеткой (полиэтиленовые)
Композитные трубы со стальной сеткой (полиэтиленовые) -
 Высокопрофильные двустенные гофрированные трубы из смеси ПЭ/ПВХ (Тип А)
Высокопрофильные двустенные гофрированные трубы из смеси ПЭ/ПВХ (Тип А) -
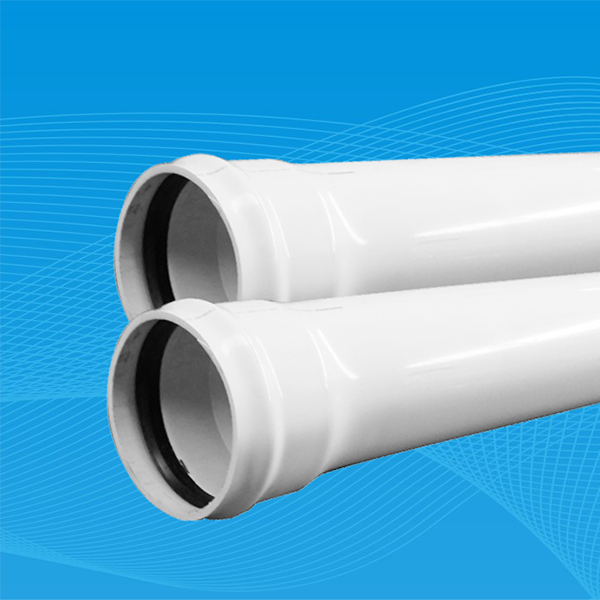
 Высокопрочные трубы из PVC-UH для водоснабжения
Высокопрочные трубы из PVC-UH для водоснабжения -
 Фасонные части с интегрированным уплотнительным зажимным кольцом
Фасонные части с интегрированным уплотнительным зажимным кольцом -
 Бытовые системы водоотведения из PVC-U
Бытовые системы водоотведения из PVC-U -
 Высокопрофильные двустенные гофрированные трубы из смеси ПЭ/ПВХ (Тип А)
Высокопрофильные двустенные гофрированные трубы из смеси ПЭ/ПВХ (Тип А) -
 Бесшумные системы водоотведения из PP
Бесшумные системы водоотведения из PP -
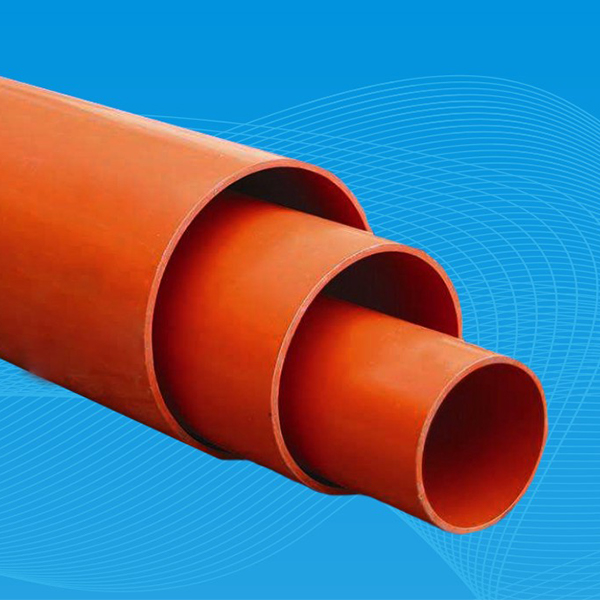
 Трубопроводы водоотведения из PVC-U
Трубопроводы водоотведения из PVC-U -
 Высокопрофильные двустенные гофрированные трубы из смеси ПЭ/ПВХ (Тип В)
Высокопрофильные двустенные гофрированные трубы из смеси ПЭ/ПВХ (Тип В) -
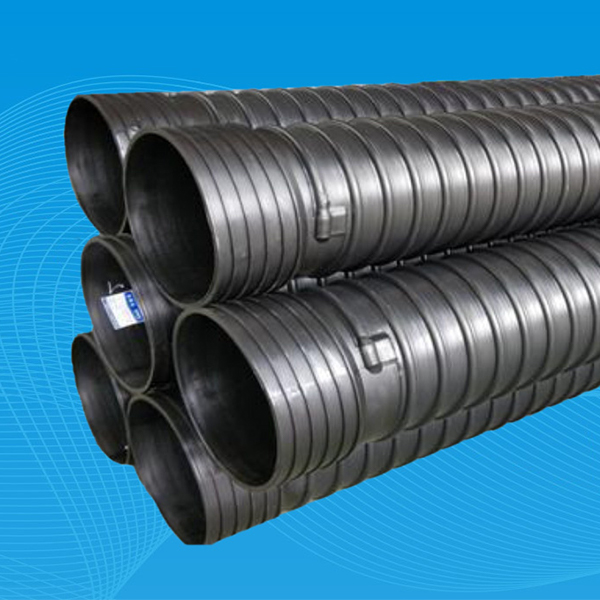 Гибкие трубы с армированием стальной лентой методом литья под давлением
Гибкие трубы с армированием стальной лентой методом литья под давлением -
 Экологичные трубопроводы водоснабжения из PP-R
Экологичные трубопроводы водоснабжения из PP-R -
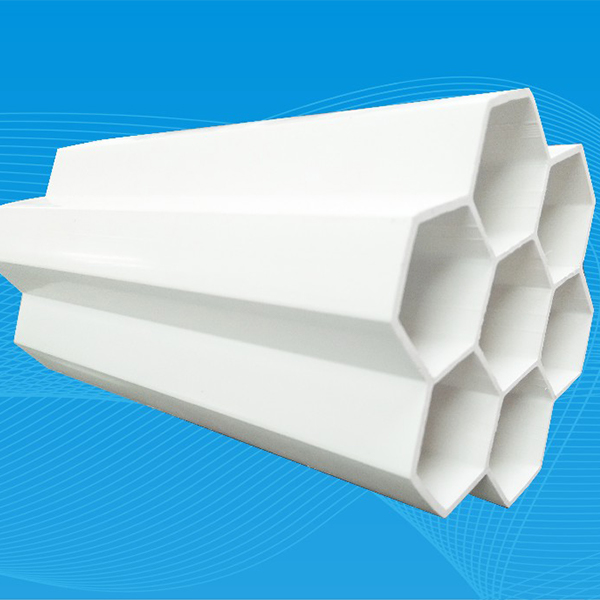 Многоканальные телекоммуникационные трубы из ПВХ
Многоканальные телекоммуникационные трубы из ПВХ
Связанный поиск
Связанный поиск- Отвод 3
- Лучшие покупатели усиленной трубы пвх для защиты кабеля из китая
- Поставщики фитингов для стыковой сварки из полиэтилена
- Лучшие покупатели тройников равного диаметра из китая
- Лучшие покупатели стальных тройников из китая
- Поставщики стальных плоских фланцев гост
- Основные покупатели стальных фланцев dn50
- Производитель дренажных отводов в китае
- Цена тройника равного диаметра
- Производители двустенных гофрированных труб из полиэтилена

